
ದಿಆಟೋಮೊಬೈಲ್ ವೆಲ್ಡಿಂಗ್ ಫಿಕ್ಚರ್ಸಾಮಾನ್ಯ ವೆಲ್ಡಿಂಗ್ ಫಿಕ್ಚರ್ನಂತೆಯೇ ಇರುತ್ತದೆ.ಇದರ ಮೂಲ ರಚನೆಯು ಸ್ಥಾನಿಕ ಭಾಗಗಳು, ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಭಾಗಗಳು ಮತ್ತು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ದೇಹಗಳಿಂದ ಕೂಡಿದೆ.ಸ್ಥಾನೀಕರಣ ಮತ್ತು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಕೆಲಸದ ತತ್ವವು ಒಂದೇ ಆಗಿರುತ್ತದೆ.ಆದಾಗ್ಯೂ, ಆಟೋಮೊಬೈಲ್ ವೆಲ್ಡಿಂಗ್ ರಚನೆಯ ಆಕಾರದ ವಿಶಿಷ್ಟತೆಯಿಂದಾಗಿ, ಅದರ ವೆಲ್ಡಿಂಗ್ ಕ್ಲಾಂಪ್ ಈ ಕೆಳಗಿನ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿದೆ.
1. ಆಟೋಮೊಬೈಲ್ನ ಜೋಡಣೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಘಟಕವು ಸಂಕೀರ್ಣವಾದ ಆಕಾರವನ್ನು ಹೊಂದಿರುವ ಬಾಹ್ಯಾಕಾಶ ಮೇಲ್ಮೈ ರಚನೆಯಾಗಿದೆ, ಮತ್ತು ಅವುಗಳಲ್ಲಿ ಹೆಚ್ಚಿನವು ತೆಳುವಾದ ಪ್ಲೇಟ್ ಸ್ಟ್ಯಾಂಪಿಂಗ್ ಭಾಗಗಳಿಂದ (ವಿಶೇಷವಾಗಿ ದೇಹ) ಸಂಯೋಜಿಸಲ್ಪಟ್ಟಿವೆ, ಇದು ಸಣ್ಣ ಬಿಗಿತವನ್ನು ಹೊಂದಿರುತ್ತದೆ ಮತ್ತು ವಿರೂಪಗೊಳಿಸಲು ಸುಲಭವಾಗಿದೆ.ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಅದರ ಆಕಾರಕ್ಕೆ ಅನುಗುಣವಾಗಿ ಅದನ್ನು ಇರಿಸಬೇಕು, ಆದ್ದರಿಂದ ಸ್ಥಾನಿಕ ಘಟಕಗಳು ಲೇಔಟ್ ಪ್ರಾದೇಶಿಕ ಸ್ಥಳದ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಸಹ ಹೊಂದಿದೆ.ಸ್ಥಾನಿಕ ಅಂಶವು ಸಾಮಾನ್ಯವಾಗಿ ಹಲವಾರು ಭಾಗಗಳನ್ನು ಒಳಗೊಂಡಿರುವ ಸ್ಥಾನಿಕ ಅಂಶವಾಗಿದೆ.
2. ಆಟೋಮೊಬೈಲ್ ಘಟಕಗಳಲ್ಲಿ ಅನೇಕ ಕಿಟಕಿಗಳು, ತೆರೆಯುವಿಕೆಗಳು ಮತ್ತು ರಂಧ್ರಗಳಿವೆ, ಆದ್ದರಿಂದ ಈ ಭಾಗಗಳನ್ನು ಹೆಚ್ಚಾಗಿ ಸಂಯೋಜಿತ ಸ್ಥಾನೀಕರಣ ಮೇಲ್ಮೈಯಾಗಿ ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ
3. ಆಟೋಮೊಬೈಲ್ಗಳ ಉತ್ಪಾದನಾ ಬ್ಯಾಚ್ ದೊಡ್ಡದಾಗಿದೆ ಮತ್ತು ವಿಕೇಂದ್ರೀಕೃತ ಜೋಡಣೆಯ ಮಟ್ಟವು ಹೆಚ್ಚು.ಪರಸ್ಪರ ಬದಲಾಯಿಸುವಿಕೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು, ಒಂದೇ ಘಟಕ ಜೋಡಣೆ, ಭಾಗಗಳು ಮತ್ತು ಜೋಡಣೆಯ ಜೋಡಣೆ ಮತ್ತು ಸ್ಥಾನೀಕರಣದ ಉಲ್ಲೇಖಗಳ ಸ್ಥಿರತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಮತ್ತು ವಿನ್ಯಾಸ ಉಲ್ಲೇಖಕ್ಕೆ (ಪ್ರಾದೇಶಿಕ ನಿರ್ದೇಶಾಂಕ ಗ್ರಿಡ್ ಲೈನ್) ಹೊಂದಿಕೆಯಾಗುವಷ್ಟು ಹತ್ತಿರದಲ್ಲಿರಲು ಇದು ಅಗತ್ಯವಾಗಿರುತ್ತದೆ.
4. ಆಟೋಮೊಬೈಲ್ಗಳ ಹೆಚ್ಚಿನ ಉತ್ಪಾದನಾ ದಕ್ಷತೆಯಿಂದಾಗಿ, ಮ್ಯಾನುಯಲ್ ಹಿಂಜ್-ಲಿವರ್ ಕ್ಲಾಂಪ್ಗಳು, ನ್ಯೂಮ್ಯಾಟಿಕ್ ಕ್ಲ್ಯಾಂಪ್ಗಳು ಮತ್ತು ನ್ಯೂಮ್ಯಾಟಿಕ್ ಲಿವರ್ ಕ್ಲಾಂಪ್ಗಳಂತಹ ತ್ವರಿತ ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
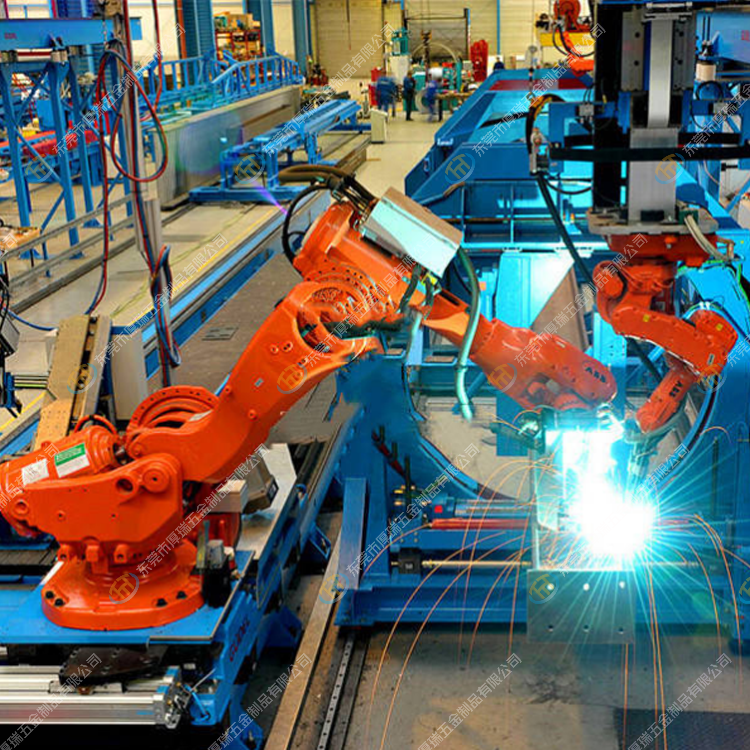
5. ಆಟೋಮೊಬೈಲ್ ಅಸೆಂಬ್ಲಿ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಫಿಕ್ಚರ್ಗಳು ಮುಖ್ಯವಾಗಿ ವಿಶೇಷ ಫಿಕ್ಚರ್ಗಳಾಗಿವೆ, ಮತ್ತು ಅದರ ಜೊತೆಗಿನ ಫಿಕ್ಚರ್ಗಳು ಯಾಂತ್ರಿಕೃತ ಮತ್ತು ಹೆಚ್ಚು ಸ್ವಯಂಚಾಲಿತ ಆಟೋಮೊಬೈಲ್ ಅಸೆಂಬ್ಲಿ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಉತ್ಪಾದನಾ ಮಾರ್ಗಗಳಿಗೆ ಹೊಂದಿಕೆಯಾಗುತ್ತವೆ.
6. ಆಟೋಮೊಬೈಲ್ ಬಾಡಿ ವೆಲ್ಡಿಂಗ್ ಸಾಮಾನ್ಯವಾಗಿ ರೆಸಿಸ್ಟೆನ್ಸ್ ಸ್ಪಾಟ್ ವೆಲ್ಡಿಂಗ್ ಮತ್ತು CO2 ಗ್ಯಾಸ್ ಶೀಲ್ಡ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅಳವಡಿಸಿಕೊಳ್ಳುತ್ತದೆ.ಬೆಸುಗೆ ಹಾಕುವ ಸಾಧನವು ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಕ್ಕೆ ಹೊಂದಿಕೆಯಾಗಬೇಕು ಮತ್ತು ವೆಲ್ಡಿಂಗ್ನ ಪ್ರವೇಶವನ್ನು ಮತ್ತು ಫಿಕ್ಚರ್ನ ಮುಕ್ತತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಬೇಕು.
ಗೋಚರಿಸುವಿಕೆಯ ಅವಶ್ಯಕತೆಗಳನ್ನು ಹೊಂದಿರುವ ಕೆಲವು ಬಾಹ್ಯ ದೇಹದ ಫಲಕಗಳಿಗೆ, ಸ್ಪಾಟ್ ವೆಲ್ಡಿಂಗ್ ಮೇಲ್ಮೈ ಖಿನ್ನತೆಯನ್ನು ಹೊಂದಲು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ.ಉತ್ಪನ್ನದ ರಚನೆಯನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸುವಾಗ, ಸ್ಥಿರ ಸ್ಪಾಟ್ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಪೂರ್ಣಗೊಳಿಸಲು ಪರಿಗಣಿಸಬೇಕು.ಅಗತ್ಯವಿರುವ ಮೇಲ್ಮೈ ಕಡಿಮೆ ಎಲೆಕ್ಟ್ರೋಡ್ ಪ್ಲೇನ್ನೊಂದಿಗೆ ಸಂಪರ್ಕದಲ್ಲಿರಬೇಕು ಅಥವಾ ಏಕ-ಬದಿಯ ಡಬಲ್-ಸ್ಪಾಟ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅಳವಡಿಸಿಕೊಳ್ಳಲಾಗುತ್ತದೆ.ಕೆಲವು ಮಾದರಿಗಳು ಗೋಚರ ಗುಣಮಟ್ಟ ಮತ್ತು ಉತ್ಪನ್ನದ ತುಕ್ಕು ನಿರೋಧಕತೆಯನ್ನು ಸುಧಾರಿಸಲು ಬಾಗಿಲು, ಎಂಜಿನ್ ಕವರ್ ಮತ್ತು ಲಗೇಜ್ ಕಂಪಾರ್ಟ್ಮೆಂಟ್ ಕವರ್ನ ಹೆಮ್ಮಿಂಗ್ ರಚನೆಯ ಮೇಲೆ ಸ್ಪಾಟ್ ವೆಲ್ಡಿಂಗ್ ಬದಲಿಗೆ ಹೆಮ್ಮಿಂಗ್ ಅಂಟು ಬಳಸುತ್ತವೆ.
ಪೋಸ್ಟ್ ಸಮಯ: ಜೂನ್-02-2023

.png)
.png)